

Bearing Installation: What You Need to Know
Even though bearing is a simple mechanical component that restricts relative motion and negates friction, it holds great importance in the eye of process engineers and plant operators. A single bearing that may cost as much as $50 to replace can cause a loss of $25,000-$50,000 per hour upon failure.
While investigating the bearing failure, it is shocking to know that 25-30% of bearing failures are set in as time bombs during installation by the operator. Thus, it warrants a brief discussion about bearing installation, what could go wrong, and what you need to do right.
Preparation
Bearing failure begins in a poorly managed store. According to SKF, If contaminants are allowed to infiltrate a bearing even before the installation, it results in reduced fatigue resistance of bearing and, thus, an early failure. To avoid that, one needs to practice the following:
- Before installation, store bearings in a dry place in their original package as they are coated with a rust-preventive slush compound.
- While installing a new bearing, remove the preservative from the mating surfaces but leave the rest intact.
- Before reinstalling an older bearing, wash the old grease using light transformer oil or automotive flushing oil.
- Install bearing in a dry and dust-free area as dirt and humidity feed into the bearing and damage the rolling surfaces.
- The instructions and drawings must be studied before installation.
- Lastly, check the internal and external diameters of the bearing arrangement by employing slip gauge, ring gauge, and micrometres.
Mechanical Mounting
Tools Required
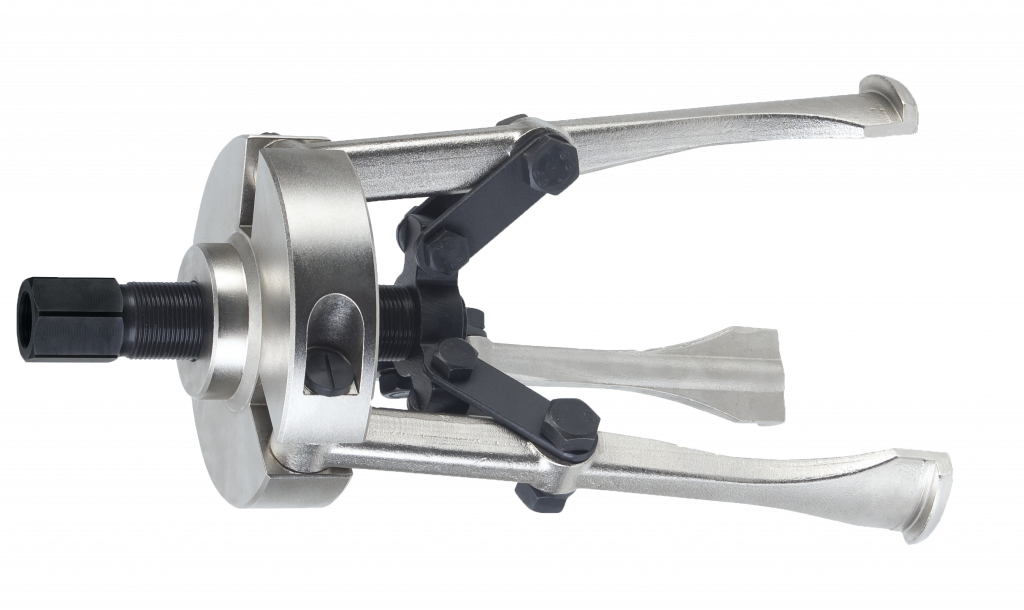
- Mechanical or Hydraulic Press
Or
- Dead Blow Hammer
Bearing with a maximum bore diameter up to 80 mm [1] can be mounted cold by applying force i.e. press fit. This is done either by a hydraulic press or a mechanical press. If bore diameter is up to 50 mm [2] and fits are not too tight, a dead blow hammer can also be used to mount the bearing.
Common issues and solutions
True Brinelling
Severe impact or static overload during mechanical mounting can cause brinelling marks [3]. Brinell marks can lead to premature fatigue failure of the bearing.
Solutions
- While installing the bearing, apply force only on the ring that is being press-fitted.
- Employ a dead blow hammer or a small hand hammer instead of a sledgehammer.
- Use a mounting sleeve or disk to evenly distribute the force.
Hot Mounting
Tools Required
- Heating Plate
Or
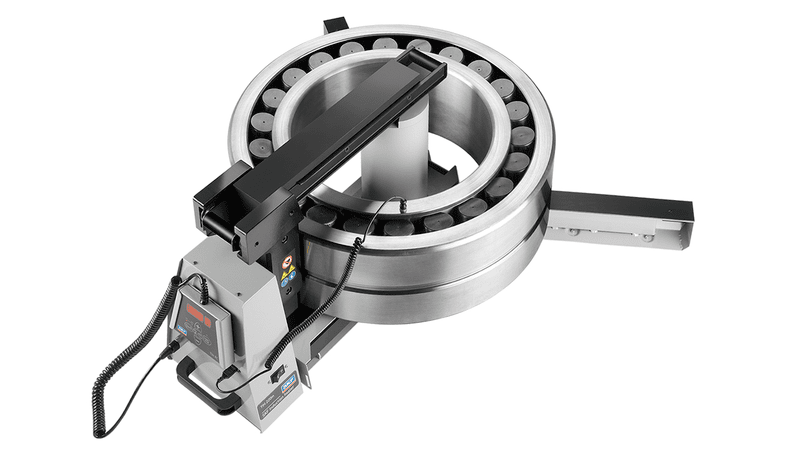
- Induction Heater
Or
- Heating Over
Often, the force required to press-fit a large bearing is too great. Consequently, the bearing or the housing is heated to create a temperature differential leading to the expansion of one part and easier mounting. SKF shares [4] that a temperature differential of 150 °F or 65 °C is usually enough for successful mounting.
While an oil bath has been the conventional method for achieving this temperature, the safety considerations, environmental hazards, and, above all, the high risk of contamination recommend looking into other options. Therefore, heating plate, induction heater, and heating oven remain our primary choices.
Common issues and solutions
Magnetization of bearing
The electric current of an induction heater magnetizes the bearing. If not demagnetized afterwards, it will attract contamination during operation and lead to premature failure [5] of the bearing.
Solutions
- Remove the crossbar. Turn the heater on and pass the bearing several times between the two standing columns without touching them [6]. (Daniel Juchniewicz, an applications engineer at SKF, recommends going through the instruction manual of an induction heater as some induction heaters demagnetize the bearing by default).
Annealing
Heating without any temperature control can often overheat the bearing i.e. above 250 °F or 120 °C [4]. It will change its metallurgical properties and soften it, leading to an early failure.
Solutions
- Employ temperature sensors and temperature control mechanisms
- Avoid devices that may heat bearing too quickly i.e. blow torch.
Damaged Elements
If a heating method heats the inner ring faster than the outer ring, it puts excessive stress on the rolling elements and the raceway, thus, damaging the bearing even before the installation.
Solutions
- Adopt heating procedures that evenly heat the bearing.